- today
- label Gąsienice i opony
- favorite 1 polubień
- remove_red_eye 837 odwiedzin
Dobór i prawidłowy pomiar gąsienic gumowych do koparek
Dlaczego przed zakupem gąsienic warto sprawdzić ich dokładny rozmiar?
Gąsienice do koparki to nie jest element, który można dobrać „na oko” albo wyłącznie na podstawie modelu maszyny. Nawet w obrębie tej samej marki i tego samego modelu producent potrafił stosować różne konfiguracje podwozia – różniące się szerokością toru, podziałką czy liczbą ogniw. Efekt? Gąsienica, która teoretycznie powinna pasować, w praktyce nie nadaje się do montażu.
Dodatkowo wiele maszyn pracujących kilka lub kilkanaście lat ma już za sobą wymiany podzespołów, modyfikacje podwozia lub montowane były gąsienice zamienne, inne niż fabryczne. Oznaczenia na gumie często są starte, nieczytelne albo całkowicie niewidoczne. W takich przypadkach jedynym pewnym sposobem doboru właściwej gąsienicy jest fizyczny pomiar.
Dlaczego przy doborze gąsienicy sam model koparki to za mało?
Częsty błąd przy zamawianiu gąsienic polega na tym, że użytkownik podaje wyłącznie:
- ◉ markę koparki
- ◉ model
- ◉ rok produkcji
To dobry punkt wyjścia, ale nie gwarancja poprawnego doboru. W praktyce ten sam model koparki może występować w kilku wersjach podwozia, zależnie od rynku, roku produkcji lub zastosowania (np. wersje wąskie, poszerzane, transportowe).
Różnice rzędu kilku milimetrów w podziałce lub jednej sztuki w liczbie ogniw wystarczą, aby:
- ◉ gąsienica nie dała się założyć
- ◉ spadała podczas pracy
- ◉ nadmiernie obciążała koło napędowe i napinacz
Co się stanie, jeśli gąsienica będzie źle dobrana?
Nieprawidłowo dobrana gąsienica to nie tylko problem z montażem. Nawet jeśli uda się ją założyć „na siłę”, skutki pojawią się bardzo szybko:
- ◉ przyspieszone zużycie rolek jezdnych i koła napędowego
- ◉ problemy z prawidłowym napięciem toru jazdy
- ◉ zwiększone ryzyko spadania gąsienicy
- ◉ nierówna praca podwozia i ściąganie maszyny podczas jazdy
W praktyce oznacza to krótszą żywotność całego układu jezdnego i dodatkowe koszty, które znacznie przewyższają czas poświęcony na dokładny pomiar przed zakupem.
Jak podejść do doboru gąsienic w sposób profesjonalny?
Prawidłowy dobór gąsienic zawsze powinien opierać się na trzech filarach:
- ◉ dokładnym pomiarze istniejącej gąsienicy
- ◉ weryfikacji parametrów z dokumentacją producenta maszyny
- ◉ uwzględnieniu warunków pracy koparki (podłoże, masa, osprzęt)
Dopiero połączenie tych informacji pozwala dobrać gąsienice, które:
- ◉ będą pasować mechanicznie
- ◉ zapewnią stabilną pracę
- ◉ nie będą nadmiernie zużywać podwozia



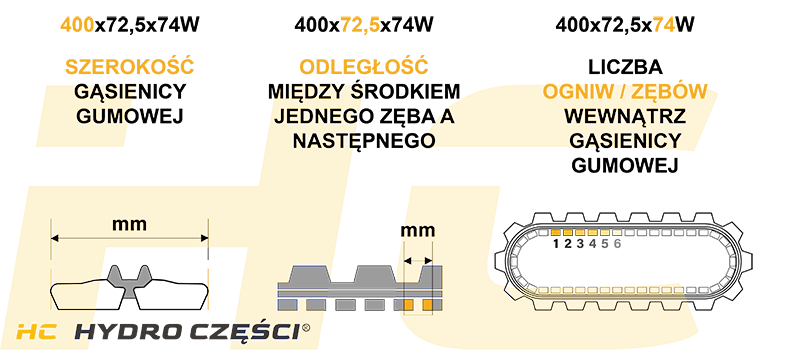
Podstawowe parametry gąsienic gumowych – co dokładnie trzeba znać?
Każda gąsienica gumowa stosowana w koparkach i minikoparkach opisana jest trzema podstawowymi parametrami. To właśnie one decydują o tym, czy dana gąsienica będzie pasować do konkretnego podwozia i prawidłowo współpracować z układem jezdnym maszyny.
Są to:
- ◉ szerokość gąsienicy
- ◉ podziałka (skok)
- ◉ liczba ogniw
Pomijanie któregokolwiek z tych parametrów prowadzi do błędnego doboru, nawet jeśli pozostałe wartości się zgadzają.
Szerokość gąsienicy
Szerokość gąsienicy to pierwszy i najbardziej intuicyjny parametr. Określa ona faktyczną szerokość toru jazdy i mierzona jest w milimetrach na zewnętrznej stronie gąsienicy.
Parametr ten ma bezpośredni wpływ na:
- ◉ stabilność maszyny
- ◉ nacisk jednostkowy na podłoże
- ◉ możliwość pracy w wąskich przestrzeniach
W praktyce szersza gąsienica zapewnia lepszą stabilność i mniejsze zapadanie się maszyny w miękkim terenie, natomiast węższa ułatwia manewrowanie i transport. Należy jednak pamiętać, że szerokość gąsienicy musi być zgodna z konstrukcją podwozia – zbyt szeroka gąsienica może ocierać o elementy maszyny, a zbyt wąska pracować niestabilnie.
Podczas pomiaru istotne jest, aby mierzyć sam korpus gąsienicy, a nie wystające elementy bieżnika.
Podziałka (skok) gąsienicy
Podziałka, nazywana również skokiem, to odległość pomiędzy środkami dwóch sąsiednich ogniw wewnętrznych gąsienicy. Jest to jeden z najważniejszych, a jednocześnie najczęściej błędnie mierzonych parametrów.
Podziałka odpowiada za prawidłową współpracę gąsienicy z:
- ◉ kołem napędowym
- ◉ rolkami jezdnymi
- ◉ napinaczem
Jeżeli podziałka nie jest zgodna z konstrukcją koła napędowego, gąsienica:
- ◉ nie da się założyć
- ◉ będzie przeskakiwać
- ◉ lub bardzo szybko zużyje elementy podwozia
Różnice rzędu kilku milimetrów są już krytyczne. W przypadku podziałki nie istnieje tolerancja typu „będzie pasować” – albo parametr jest zgodny, albo gąsienica nie nadaje się do pracy.

Liczba ogniw
Liczba ogniw określa długość całkowitą gąsienicy i jest wyrażana jako ilość wewnętrznych zębów lub segmentów biegnących po obwodzie toru jazdy.
Ten parametr decyduje o:
- ◉ możliwości prawidłowego napięcia gąsienicy
- ◉ zakresie pracy napinacza
- ◉ stabilności toru jazdy podczas pracy maszyny
Zbyt mała liczba ogniw uniemożliwi montaż gąsienicy, natomiast zbyt duża spowoduje problemy z prawidłowym napięciem, a w skrajnych przypadkach spadanie gąsienicy podczas pracy.
Podczas liczenia ogniw kluczowa jest dokładność – pomyłka o jedno ogniwo wystarczy, aby gąsienica była nieprawidłowa.
Jak czytać parametry w praktyce?
Podstawowe parametry gąsienicy zawsze zapisywane są w kolejności:
szerokość × podziałka × liczba ogniw
Przykładowy zapis jednoznacznie definiuje konkretną gąsienicę i nie pozostawia miejsca na domysły. Zmiana choćby jednego z tych parametrów oznacza inny produkt, przeznaczony do innej konfiguracji podwozia.
Gdzie znaleźć oznaczenia rozmiaru gąsienicy?
W wielu przypadkach najprostszym sposobem określenia rozmiaru gąsienicy jest odczytanie oznaczeń naniesionych przez producenta. Trzeba jednak jasno powiedzieć jedno: nie zawsze są one dostępne lub czytelne, zwłaszcza w maszynach intensywnie eksploatowanych.
Oznaczenia fabryczne – gdzie ich szukać?
Najczęściej oznaczenia rozmiaru gąsienicy znajdują się:
- ◉ na zewnętrznej bocznej ścianie gąsienicy
- ◉ rzadziej na wewnętrznej stronie, pomiędzy ogniwami
- ◉ w formie tłoczenia w gumie lub trwałego nadruku
Standardowy zapis ma postać trzech wartości, np.: szerokość × podziałka × liczba ogniw. Oznaczenia te są integralną częścią gąsienicy i nie powinny być mylone z numerami partii, oznaczeniami producenta czy symbolami mieszanki gumy.
Dlaczego często nie da się ich odczytać?
W praktyce bardzo często spotyka się sytuacje, w których:
- ◉ oznaczenia są starte przez pracę na twardym podłożu
- ◉ guma jest zabrudzona, popękana lub zdeformowana
- ◉ gąsienica była wcześniej regenerowana lub wymieniana na zamiennik bez czytelnych oznaczeń
Im starsza maszyna i im trudniejsze warunki pracy (gruz, asfalt, kamień), tym większe prawdopodobieństwo, że oznaczenia po prostu zniknęły.
Czy zawsze można polegać na oznaczeniach gąsienicy?
Nie. Nawet jeśli oznaczenie jest widoczne, warto zachować ostrożność. Zdarza się, że:
- ◉ poprzedni właściciel zamontował gąsienice inne niż fabryczne
- ◉ maszyna pracowała na gąsienicach o zmienionym rozmiarze (np. węższych do transportu)
- ◉ oznaczenie nie odpowiada aktualnej konfiguracji podwozia
Dlatego w profesjonalnym podejściu oznaczenia traktuje się jako informację pomocniczą, a nie jedyne źródło danych.
Co zrobić, gdy oznaczeń brak lub są nieczytelne?
W takiej sytuacji jedynym pewnym rozwiązaniem jest:
- ◉ samodzielny pomiar szerokości, podziałki i liczby ogniw
- ◉ porównanie wyników z dokumentacją producenta maszyny
- ◉ weryfikacja danych przed zakupem
To właśnie dlatego znajomość podstawowych parametrów gąsienic i metod ich pomiaru jest kluczowa przy każdym zamówieniu.
Jak prawidłowo zmierzyć skok (podziałkę) gąsienicy?
Skok gąsienicy, nazywany również podziałką, jest jednym z najważniejszych parametrów przy doborze gąsienic do koparki. To właśnie on decyduje o prawidłowej współpracy gąsienicy z kołem napędowym i całym układem jezdnym. Jednocześnie jest to parametr, który najczęściej bywa mierzony nieprawidłowo.
Podziałka określa odległość pomiędzy środkami dwóch sąsiednich ogniw wewnętrznych gąsienicy.
Gdzie dokładnie mierzyć skok gąsienicy?
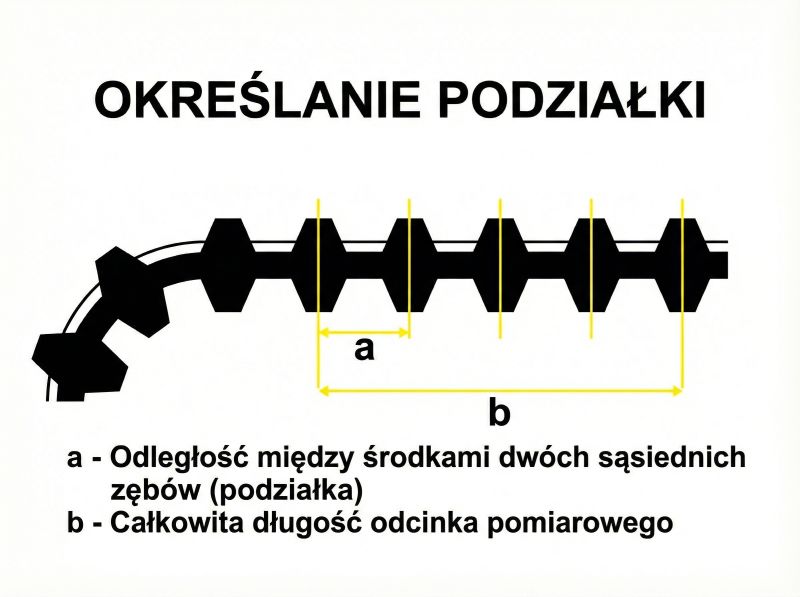
Pomiar wykonuje się od wewnętrznej strony gąsienicy, tam gdzie znajdują się metalowe lub gumowe ogniwa (zęby), które zazębiają się z kołem napędowym.
Kluczowe jest to, aby:
- ◉ mierzyć od środka jednego ogniwa do środka kolejnego
- ◉ nie mierzyć od krawędzi do krawędzi
- ◉ nie sugerować się zewnętrznym bieżnikiem
To właśnie po wewnętrznych ogniwach pracuje napęd – dlatego tylko ten pomiar jest miarodajny.
Jak wykonać pomiar krok po kroku?
- ◉ Oczyść gąsienicę
Usuń błoto, piasek i kamienie z wewnętrznej strony gąsienicy. Zanieczyszczenia potrafią znacząco zafałszować wynik. - ◉ Zlokalizuj dwa sąsiednie ogniwa
Wybierz miejsce, w którym ogniwa są dobrze widoczne i nieuszkodzone. - ◉ Zmierz odległość środek–środek
Przyłóż miarkę tak, aby jej początek znajdował się w geometrycznym środku jednego ogniwa, a koniec w środku następnego. - ◉ Dla pewności wykonaj kilka pomiarów
Najlepiej zmierzyć podziałkę na 4–5 kolejnych ogniwach, a następnie uśrednić wynik. Pozwala to wyeliminować drobne odkształcenia gumy.
Najczęstsze błędy przy pomiarze skoku gąsienicy
Podczas pomiaru podziałki bardzo łatwo o pomyłkę. Najczęściej spotykane błędy to:
- ◉ mierzenie od krawędzi ogniwa zamiast od środka
- ◉ mierzenie po zewnętrznym bieżniku gąsienicy
- ◉ pomiar na zabrudzonej lub obciążonej gąsienicy
- ◉ zaokrąglanie wyniku „w górę” lub „w dół”
Warto pamiętać, że różnica nawet kilku milimetrów w podziałce oznacza inny typ gąsienicy. W tym przypadku nie ma tolerancji montażowej.
Dlaczego skok gąsienicy do koparki musi się zgadzać idealnie?
Koło napędowe koparki ma określony rozstaw zębów. Jeżeli podziałka gąsienicy nie jest z nim zgodna:
- ◉ gąsienica będzie przeskakiwać
- ◉ szybciej zużyje się koło napędowe
- ◉ może dojść do spadania gąsienicy podczas pracy
Dlatego pomiar skoku jest absolutnie kluczowy i zawsze powinien być wykonany z największą starannością.
Typ prowadzenia rolki – parametr, o którym łatwo zapomnieć
Nawet jeśli szerokość gąsienicy, podziałka i liczba ogniw są dobrane prawidłowo, gąsienica nadal może nie pasować lub pracować nieprawidłowo. Powodem bardzo często jest niezgodny typ prowadzenia rolki, czyli sposób, w jaki rolki jezdne prowadzą gąsienicę od wewnętrznej strony.
Ten parametr nie zawsze jest uwzględniany w podstawowych opisach, ale w praktyce ma kluczowe znaczenie dla stabilności toru jazdy.
Na czym polega typ prowadzenia rolki?
Prowadzenie rolki odnosi się do kształtu wewnętrznych ogniw (zębów) gąsienicy oraz do tego, jak współpracują one z rolkami jezdnymi i kołem napędowym.
W uproszczeniu:
- ◉ rolki „trzymają” gąsienicę w osi
- ◉ odpowiedni kształt prowadzenia zapobiega jej zsuwaniu się na boki
- ◉ niezgodny typ prowadzenia powoduje niestabilną pracę, nawet przy prawidłowych wymiarach
Najczęściej spotykane typy prowadzenia
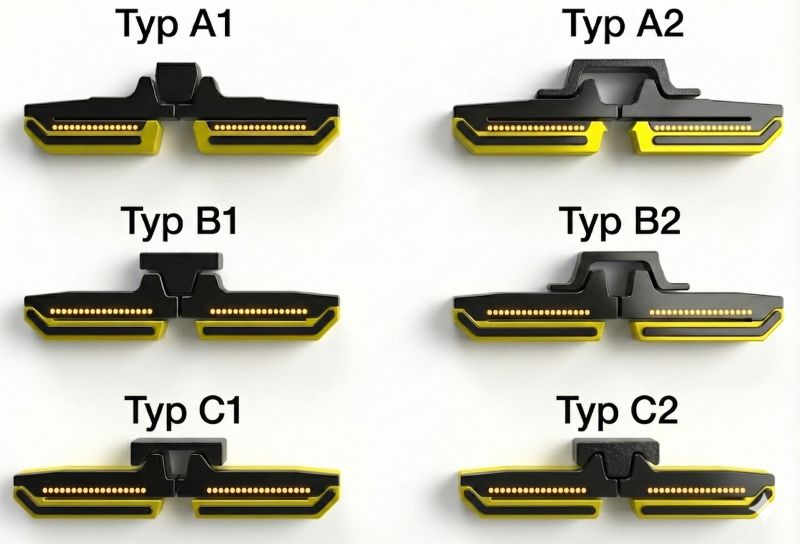
Omówienie poszczególnych typów
| Nazwa Parametru | Charakterystyka | Co to oznacza w praktyce? |
|---|---|---|
| A1 – prowadzenie centralne (wąski występ) |
|
Najprostszy i bardzo popularny wariant |
| A2 – prowadzenie centralne (szeroki występ) |
|
Funkcjonalnie to wciąż prowadzenie centralne, tylko inna geometria |
| B1 – prowadzenie „odwrócone” / gniazdowe |
|
Rzadziej spotykane, ale wciąż standardowe rozwiązanie |
| B2 – podwójne prowadzenie |
|
Często mylone z „multi guide”, ale to konkretny podwójny wariant |
| C2 – wielopunktowe prowadzenie |
|
Najbardziej „rozbudowany” typ prowadzenia |
Prowadzenie centralne (single guide / center guide)
Jest to najczęściej spotykany typ w minikoparkach i mniejszych maszynach.
Charakterystyka:
- ◉ jeden centralny występ (ząb) na środku gąsienicy
- ◉ rolki prowadzące pracują po obu stronach tego występu
- ◉ prosta i bardzo stabilna konstrukcja
Ten typ prowadzenia wymaga, aby:
- ◉ koło napędowe
- ◉ rolki jezdne
- ◉ oraz gąsienica były zaprojektowane dokładnie pod ten sam układ centralny
Prowadzenie podwójne lub wielopunktowe (multi guide)
Spotykane głównie w większych maszynach lub specyficznych konstrukcjach podwozia.
Charakterystyka:
- ◉ dwa lub więcej występów prowadzących
- ◉ większa powierzchnia prowadzenia gąsienicy
- ◉ inne rozmieszczenie rolek jezdnych
Zastosowanie gąsienicy z innym typem prowadzenia:
- ◉ uniemożliwi prawidłowe ułożenie się gąsienicy
- ◉ może prowadzić do jej uszkodzenia już podczas pierwszych godzin pracy
Dlaczego typ prowadzenia musi się zgadzać?
Typ prowadzenia rolki nie jest elementem uniwersalnym. Gąsienica z innym układem prowadzenia:
- ◉ nie będzie prawidłowo centrowana
- ◉ może ocierać o elementy podwozia
- ◉ będzie miała tendencję do schodzenia z toru jazdy
Co ważne, tego parametru nie da się „skorygować” napięciem. Nawet idealnie napięta gąsienica z nieprawidłowym prowadzeniem będzie sprawiała problemy.
Jak sprawdzić typ prowadzenia w praktyce?
Najprostsza metoda to:
- ◉ spojrzeć na wewnętrzną stronę gąsienicy
- ◉ sprawdzić, czy występ prowadzący jest jeden centralny, czy występuje w innej konfiguracji
- ◉ porównać układ z rolkami jezdnymi w maszynie
W przypadku wątpliwości zawsze warto:
- ◉ zrobić zdjęcie wnętrza gąsienicy i rolek
- ◉ porównać je z ofertą dostawcy przed zakupem
Podsumowanie
1. Punkt wyjścia: identyfikacja bez błędów
Najbezpieczniejszą i najszybszą metodą doboru nowej gąsienicy jest odczytanie numeru seryjnego wytłoczonego na wewnętrznej stronie gumy starego egzemplarza.
- ◉ numer seryjny jednoznacznie identyfikuje typ i rozmiar gąsienicy
- ◉ eliminuje ryzyko pomyłki przy zamówieniu
Problem: w trakcie eksploatacji oznaczenia bardzo często ulegają zatarciu, szczególnie w maszynach pracujących w błocie, piasku i kruszywie.
Rozwiązanie: jeśli numer jest nieczytelny lub całkowicie niewidoczny, konieczne jest wykonanie precyzyjnych pomiarów ręcznych.
2. Formuła doboru: trzy najważniejsze parametry
Podstawą prawidłowego doboru jest uniwersalny wzór wymiarowania gąsienic:
Szerokość (mm) × Podziałka (mm) × Liczba ogniw (szt.)
Każdy z tych parametrów musi być zgodny co do milimetra.
Szerokość gąsienicy
- ◉ mierzona jako całkowita szerokość gąsienicy
- ◉ typowe wartości: 180 mm, 230 mm, 300 mm, 400 mm
➡️ Jest to parametr najłatwiejszy do ustalenia.
Podziałka (pitch)
Podziałka to odległość w milimetrach od środka jednego ogniwa do środka kolejnego.
- ◉ kluczowy parametr współpracy z kołem napędowym
- ◉ najczęstsze źródło błędów pomiarowych
Uwaga techniczna: nawet niewielka różnica w podziałce sprawi, że gąsienica nie zazębi się prawidłowo z kołem napędowym.
Liczba ogniw
Oznacza całkowitą liczbę metalowych zębów / ogniw na obwodzie gąsienicy.
- ◉ należy policzyć wszystkie ogniwa fizycznie
- ◉ nie wolno opierać się na „około” ani danych katalogowych
3. Zaawansowana technika: systemy prowadzenia (guiding systems)
Różnice w budowie wewnętrznej gąsienicy decydują o jej kompatybilności z rolkami jezdnymi i podwoziem maszyny.
System prowadzenia określa:
- ◉ kształt wewnętrznych ogniw
- ◉ sposób prowadzenia gąsienicy po rolkach
Najczęściej spotykane oznaczenia:
- ◉ N (narrow) vs W (wide) – różnica w rozstawie „uszu” prowadzących
- ◉ K – wersje wzmocnione
- ◉ Y – rozwiązania asymetryczne (np. Yanmar)
- ◉ B – systemy dedykowane (np. Bobcat)
➡️ Nawet idealne wymiary nie skompensują niezgodnego systemu prowadzenia.
4. Wnioski końcowe i rekomendacje
Przy doborze gąsienic do koparki lub minikoparki należy kierować się następującą kolejnością:
- ◉ zawsze w pierwszej kolejności szukaj oznaczeń fabrycznych
- ◉ mierz dokładnie – szczególnie podziałkę
- ◉ zwracaj uwagę na typ prowadzenia i układ ogniw wewnętrznych
- ◉ w razie wątpliwości skonsultuj się ze specjalistą, podając model maszyny
Prawidłowy dobór gąsienicy to nie tylko kwestia rozmiaru, ale zgodności całego systemu podwozia.
Jeśli po lekturze naszych artykułów pojawią się jakiekolwiek wątpliwości, nie zostawiaj ich bez odpowiedzi. Skontaktuj się z nami — od tego tu jesteśmy.